
![[SOLVED] Any ideas what causes this in overhangs?](https://lemmy.world/pictrs/image/0be3d136-3c94-4621-99a8-6b60e05c3a8f.jpeg){kind=link}
When I do an overhang test, I always have this problem at about 35°. Does anyone have a suggestion what could be causing it?
- Slicer: Orca
- Layer height: 0.2mm
- Infill: 0% (this has improved it a lot, I think the infill was causing bulging)
- Outer walls: 2
- Overhang speed: 10 or 20mm/s (both look the same)
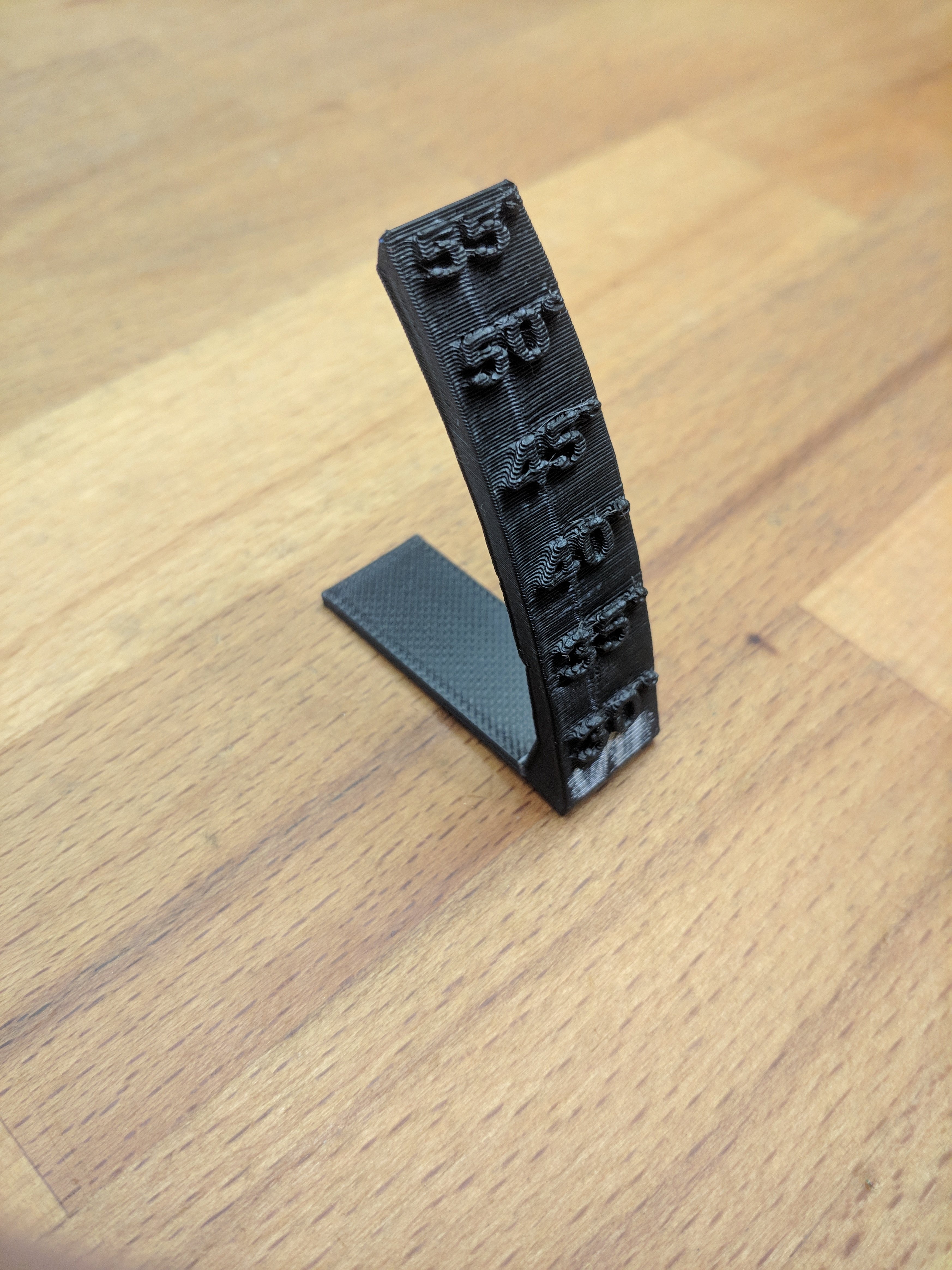

Solution: I mistakenly thought overhang speed in Orca was based on overhang angle, it is percentage instead (which makes much more sense for different layer heights). My 10-25% overhang speed wasn’t set to slow down and that must translate to about 35° at 0.2mm layer height. I now have it set to 30mm/s and it now looks great 👍 And sorry, I was wrong when I stated the overhang speed 😅
Seems like lowering your hot end temps or increasing cooling would do the trick
I came here to say augment the print temperature! Look at those non binding “tubes” that are laid down every layer! They should melt into each other or it’s just crap and they’ll break under their own weight.
Upping the fan is not needed here (yet, see below). It’s good when doing overhangs or printing without support and stuff start to sag down. When anything sags down probably :-)
So up the temp for the overhangs, if they become too “liquid” then up the cooling(so fan speed).
Thanks guys. I will try both and see what works. My layer adhesion is good / parts are strong though.